Pud′dler.
Mechanical puddlers have assumed two forms.
1. The
Mechanical Rabble. The rabble is worked back and forth through the stopper-hole in the door, as in the hand operation, except that motion is given by machinery outside.
The rabble is worked in and out, and at the same time has a horizontal sweep so as to reach the various parts of the floor of the furnace.
The rabble
v is suspended from the rod
r, which is reciprocated by the pitman
y and crank
x. The point of suspension of the rod
r is at the head of a gib
q which rises from a bedplate
d which is movable automatically in a horizontal plane, in an arc of a circle, so that a reciprocating motion is given to the point of suspension of the hanger
r, which is communicated to the end of the rabble, causing the latter, instead of working backward and forward in the same line, to assume a new direction at each stroke, working successively over every portion of the floor of the furnace, within certain limits, in lines radiating from the working hole in the door of the furnace, corresponding exactly to the action in hand puddling.
The movement of the hanger and rabble is controlled by means of a bow 2, proportioned in shape and dimensions to the character and extent of the furnace bottom.
The in-and-out motion of the rabble is by means of bevel-gearing, while the reciprocating motion of the bed
d which runs on balls is by means of a pinion on the end of the shaft 5 working in an endless rack 8.
 |
|
Mechanical rabble. |
When the iron begins to thicken, or, as it is termed is
coming to nature, the machinery is disconnected by knocking out the cotter that fixes the upper end of the vertical working arm; the arm then drops out, leaving the furnace door clear for the puddler to ball up the iron, which is done exactly in the same manner as in ordinary puddling-furnaces.
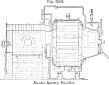
Fig 3991 is a mechanical puddler having a rotative motion by machinery, while the
rabble is directed by the attendant to any part of the furnace.
The tool-handle is hollow and is used for injecting air, steam, or other gases into the molten iron during the puddling.
2. The
rotary puddling-furnace.
 |
|
Mechanical puddler. |
Many forms of rotary furnaces have been essayed, in which the charge is rolled around in a rotating barrel-shaped chamber.
The
Danks puddling-furnace has an ordinary furnace grate, but, instead of the large chamber of the reverberatory metalchamber, a barrel-shaped vessel receives the charge of pigmetal, and through this the flame passes to the chimney.
The metal once melted the barrel is caused to revolve by steam power, and as the fluid metal flows around the interior, The carbon which it contains and the accompanying silicon are oxidized by contact with the passing oxygen in the furnace gases, and with that of the iron ore with which the barrel is lined.
Gradually it loses its fluidity, becomes viscous and finally spongy, and is then malleable iron.
One end of the barrel is movable, and that being removed, the
ball of spongy iron, weighing 600 to 700 pounds, is taken out, carried by tongs suspended from an overhead railroad to the squeezers, where it is rolled and compressed into a billet of quite compact iron, and thence to the
muck train of rolls, in which it is given the shape of a long rough-looking bar, which only requires additional rolling to convert it into
merchant bar.
The foundation for the lining of the cylinder consists of a mixture of pulverized iron ore and pure lime, worked with water into the consistency of a thick paste Upon the completion of the initial lining, a quantity of pulverized iron ore, about one fifth of the total amount required to fettle the apparatus, is thrown in, the furnace is heated and made to revolve slowly until the iron is found to be completely melted, and the apparatus is then stopped.
That part of the molten iron which has not been consumed by glazing the initial lining surface runs to the lowest level of the furnace, and there forms a pool, into which there are put a number of small and large lumps of iron ore. This part of the fettling is allowed to set, when a fresh quantity of pulverized ore is thrown in. The furnace is again made to rotate slightly until the newly added ore is liquefied, when the apparatus is again stopped, and the pool is filled with lumps as before.
The operation is continued in this way until the whole of the vessel is properly fettle a 700-lb.
furnace.
The iron is charged into the furnace either in a solid or molten condition.
When charged in the shape of
pig-iron, the melting down occupies from thirty to thirty-five minutes, during which a partial rotation is given to the furnace from time to time in order to expose equally all sides of the charge to the flame.
When the whole of this is thoroughly melted, the furnace is made to rotate once or twice per minute only during the first five or ten minutes, in order to obtain the most perfect action of the cinder upon the molten iron.
A stream of water
[
1816]
is injected through a stopper-hole along and just above the line of contact between the floating cinder and the inner surface of the vessel on the descending side.
A certain portion of uncontaminated cinder is thereby solidified on the metal surface, and is carried down into or below the bath of molten iron in continuous stream, which, in rising up through the iron, combines with the impurities of the latter.
On the expiration of the five or ten minutes, the iron begins to thicken, and the motion is stopped.
The heat is then raised so that the cinder shall be perfectly liquefied, and the vessel is brought into such a position that the tap-hole shall be just over the level of the iron, which by this time has become partly pasty.
The cinder is then run off The heat is again raised, and the furnace is put in motion at a velocity of from six to eight revolutions per minute, by which means the charge is dashed about violently in the furnace.
A high temperature being kept up and the charge being continually turned over the particles begin to adhere, when the velocity of the apparatus is lowered to from two to three revolutions per minute, upon which the ball then very speedily forms.
The puddler then solidifies the front end of the ball by a few blows from a tool applied through the stopper-holes, and it is withdrawn through the end — opened by the removal of the head and the moving out of the way of the flue — of the chamber.
A large fork, suspended from a crane, is put into the vessel along one side, and the ball, which by turn of the vessel is rolled on to the fork, then taken out by means of the crane The ball is then worked in a squeezer.
The flue is replaced after the requisite quantities of cinder and metal have been again charged, and the process is continued.
From eight to ten charges are made before any refettling is required, and these heats are worked in a day of ten hours. See puddling-furnace.
Mechanical Puddlers.
Revolving Puddlers.
See also patents to
Boynton,
Allen,
Jenkins,
Smith, 1871;
Jackson,
Goodrich,
Richardson,
et al.,
Davies, Post, 1872;
Jones,
Danks, 1873.